
Page 811 - Tungaloy Catalog
P. 811
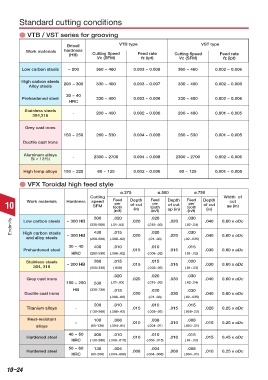
Standard cutting conditions
● VTB / VST series for grooving
Brinell VTB type VST type
Work materials hardness
(HB) Cutting Speed Feed rate Cutting Speed Feed rate
Vc (SFM) fz (ipt) Vc (SFM) fz (ipt)
Low carbon steels ~ 200 360 ~ 460 0.003 ~ 0.008 360 ~ 460 0.002 ~ 0.006
High carbon steels
Alloy steels 200 ~ 300 330 ~ 400 0.003 ~ 0.007 330 ~ 400 0.002 ~ 0.006
30 ~ 40
Prehardened steel 330 ~ 400 0.003 ~ 0.006 330 ~ 400 0.002 ~ 0.006
HRC
Stainless steels - 200 ~ 400 0.002 ~ 0.006 200 ~ 400 0.001 ~ 0.005
304,316
Grey cast irons
150 ~ 250 260 ~ 530 0.004 ~ 0.008 260 ~ 530 0.001 ~ 0.005
Ductile cast irons
Aluminum alloys - 2300 ~ 2700 0.004 ~ 0.008 2300 ~ 2700 0.002 ~ 0.006
Si < 13%)
High temp alloys 150 ~ 225 60 ~ 125 0.002 ~ 0.006 60 ~ 125 0.001 ~ 0.005
● VFX Toroidal high feed style
ø.375 ø.500 ø.750
Cutting Feed Depth Feed Depth Feed Depth Width of
cut
10 Work materials Hardness speed tooth of cut tooth of cut tooth of cut ae (in)
per
per
per
SFM
(in/t) (in) (in/t) ap (in) (in/t) (in)
500 .020 .020 .020 .020 .030 .040 0.60 x øDc
Endmills (330-660) (.01-.03) (.015-.03) (.02-.04)
~ 300 HB
Low carbon steels
.015
.030
430
.020
High carbon steels
and alloy steels ~ 300 HB (260-600) (.008-.02) .020 (.01-.03) .020 (.02-.035) .040 0.60 x øDc
30 ~ 40 400 .010 .010 .015
Prehardened steel .015 .015 .030 0.60 x øDc
HRC (280-530) (.008-.02) (.008-.02) (.01-.02)
Stainless steels ~ 200 HB 260 .015 .015 .015 .015 .020 .030 0.60 x øDc
304, 316 (200-330) (.008) (.008-.02) (.01-.03)
.020 .020 .030
Grey cast irons .020 .030 .040 0.60 x øDc
150 ~ 250 530 (.01-.03) (.015-.03) (.02-.04)
HB (330-730) .015 .020 .030
Ductile cast irons .020 .030 .040 0.60 x øDc
(.008-.02) (.01-.03) (.02-.035)
200 .010 .010 .015
Titanium alloys - .015 .015 .020 0.25 x øDc
(130-260) (.008-.02) (.008-.02) (.008-.02)
Heat-resistant 100 .008 .008 .008
- .010 .010 .015 0.25 x øDc
alloys (65-130) (.004-.01) (.004-.01) (.004-.01)
40 ~ 50 200 .010 .010 .015
Hardened steel .010 .010 .015 0.45 x øDc
HRC (130-260) (.008-.015) (.008-.015) (.01-.02)
50 ~ 60 130 .004 .004 .008
Hardened steel .008 .008 .010 0.25 x øDc
HRC (65-200) (.004-.008) (.004-.008) (.004-.01)
10–24 Relating Cutting Conditions Technical reference
pages
(10-23)
(14-1)