
Page 862 - Tungaloy Catalog
P. 862
TDX type
Inserts recommendation
Troubleshooting
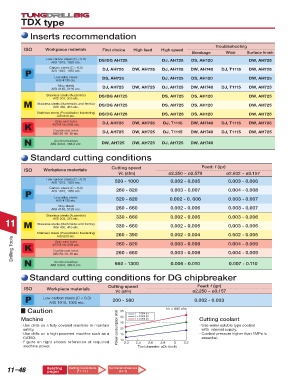
ISO Workpiece materials First choice High feed High speed
Breakage Wear Surface finish
Low carbon steels (C < 0.3) DS/DG AH725 DJ, AH725 DS, AH120 DW, AH725
AISl 1015, 1025 etc.
Carbon steels (C > 0.3) DJ, AH725 DW, AH725 DJ, AH725 DW, AH740 DJ, T1115 DW, AH725
AISl 1045, 1055 etc.
Low alloy steels DS, AH725 DJ, AH725 DS, AH120 DW, AH725
AISl 4130 etc.
Alloy steels DJ, AH725 DW, AH725 DJ, AH725 DW, AH740 DJ, T1115 DW, AH725
AISl 4140, 5120 etc.
Stainless steels (Austenitic) DS/DG AH725 DS, AH725 DS, AH120 DW, AH725
AISl 304, 316 etc.
Stainless steels (Martensitic and ferritic) DS/DG AH725 DS, AH725 DS, AH120 DW, AH725
AISl 430, 416 etc.
Stainless steels (Precipitation hardening) DS/DG AH725 DS, AH725 DS, AH120 DW, AH725
AISl 630 etc.
Gray cast irons
ASTM No.35B etc. DJ, AH725 DW, AH725 DJ, T1115 DW, AH740 DJ, T1115 DW, AH725
Ductile cast irons DJ, AH725 DW, AH725 DJ, T1115 DW, AH740 DJ, T1115 DW, AH725
AISI 60-40-18 etc.
Aluminum alloys
AISl 333.0, 383.0 etc. DW, AH725 DW, AH725 DJ, AH725 DW, AH740
Standard cutting conditions
Cutting speed Feed: f (ipr)
ISO Workpiece materials
Vc (sfm) ø2.250 ~ ø2.579 ø2.632 ~ ø3.157
Low carbon steels (C < 0.3)
AISl 1015, 1025 etc. 520 - 1000 0.002 - 0.005 0.003 - 0.006
Carbon steels (C > 0.3)
AISl 1045, 1055 etc. 260 - 820 0.003 - 0.007 0.004 - 0.008
Low alloy steels
AISl 4130 etc. 520 - 820 0.002 - 0. 006 0.003 - 0.007
Alloy steels
AISl 4140, 5120 etc. 260 - 660 0.002 - 0.006 0.003 - 0.007
Stainless steels (Austenitic) 330 - 660 0.002 - 0.005 0.003 - 0.006
AISl 304, 316 etc.
11 Stainless steels (Martensitic and ferritic)
AISl 430, 416 etc. 330 - 660 0.002 - 0.005 0.003 - 0.006
Stainless steels (Precipitation hardening) 260 - 390 0.002 - 0.004 0.002 - 0.005
AISl 630 etc.
Drilling Tools ASTM No.35B etc. 260 - 820 0.003 - 0.008 0.004 - 0.009
Gray cast irons
Ductile cast irons
260 - 660
0.003 - 0.008
0.004 - 0.009
AISI 60-40-18 etc.
Aluminum alloys
AISl 333.0, 383.0 etc. 660 - 1300 0.006 - 0.010 0.007 - 0.110
Standard cutting conditions for DG chipbreaker
Cutting speed Feed: f (ipr)
ISO Workpiece materials
Vc (sfm) ø2.250 ~ ø3.157
Low carbon steels (C < 0.3)
200 - 580 0.002 - 0.003
AISI 1010, 1025 etc.
Caution 35 f = 0.004 ipr Vc = 600 sfm
f = .004 ipr
f = 0.006 ipr
Machine 30 f = .006 ipr Cutting coolant
f = .008 ipr
f = 0.008 ipr
Use drills on a fully covered machine to maintain 25 Use water soluble type coolant
safety. Power consumption (kW) 20 with internal supply.
Use drills on a high powered machine such as a 15 Coolant pressure higher than 1MPa is
CAT50. essential.
Figure on right shows reference of required 10 2.2 2.4 2.6 2.8 3 3.2
machine power. Tool diameter: øDc (inch)
11–46 Relating Cutting Conditions Technical reference
pages
(14-1)
(11-14 )