
Page 865 - Tungaloy Catalog
P. 865
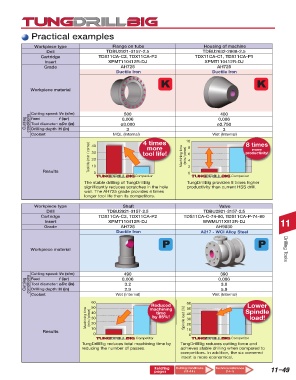
Practical examples
Workpiece type Flange on tube Housing of machine
Drill TDBU2921-3157-2.5 TDBU2632-2868-2.5
Cartridge TDX11CA-C2, TDX11CA-P2 TDX11CA-C1, TDX11CA-P1
Insert XPMT110412R-DJ XPMT110412R-DJ
Grade AH725 AH725
Ductile Iron Ductile Iron
Workpiece material
Feed: f (ipr) 500 400
Cutting speed: Vc (sfm)
Cutting conditions Tool diameter: øDc (in) ø3.000 ø2.750
0.006
0.006
3
Drilling depth: H (in)
3
Coolant 40 MQL (Internal) 4 times 10 Wet (Internal) 8 times
Tool life (min / corner) 30 tool life! Machining time (min / piece) 8 6 4 productivity!
more
more
20
Results 10 2 0
0
Competitor Competitor
The stable drilling of TungDrillBig TungDrillBig provides 8 times higher
significantly reduces scratches in the hole productivity than current HSS drill.
wall. The AH725 grade provides 4 times
longer tool life than its competitors.
Workpiece type Shaft Valve
Drill TDBU2921-3157-2.5 TDBU2921-3157-2.5
Cartridge TDX11CA-C2, TDX11CA-P2 TDS11CA-C-74-80, TDS11CA-P-74-80
Insert XPMT110412R-DJ WWMU11X512R-DJ 11
Grade AH725 AH9030
Ductile Iron A217 - WCI Alloy Steel
Workpiece material Drilling Tools
Cutting speed: Vc (sfm) 490 390
Feed: f (ipr) 0.006 0.006
Cutting conditions Tool diameter: øDc (in) 3.2 3.0
2.9
5.9
Drilling depth: H (in)
Coolant Wet (Internal) Wet (Internal)
60 60
Lower
Reduced 50 Spindle
Machining time (min / piece) 40 by 85%! Spindle load (%) 40 load!
50
machining
time
30
30
20
20
Results 10 10
0 0
Competitor Competitor
TungDrillBig reduces total machining time by TungDrillBig reduces cutting force and
reducing the number of passes. achieves stable drilling when compared to
competitors. In addition, the six cornered
insert is more economical.
Relating Cutting Conditions Technical reference 11–49
pages (11-14 ) (14-1)